
Auf dem Trockenen


Kühlschmierstoffe sind in der industriellen Metallbearbeitung weit verbreitet, und das mit gutem Grund. Durch ihre Kühl-, Schmier- und Spülwirkung erfüllen sie gleich drei wichtige Funktionen für effiziente und wirtschaftliche Bearbeitungsprozesse. Ihr Einsatz verringert den Werkzeugverschleiß, verbessert die Oberflächengüte und minimiert thermisch bedingte Fehler. Doch es gibt einen Haken: Die Schmierstoffe, häufig Flüssigkeiten auf Mineralölbasis oder Öl-Wasser-Emulsionen, haben eine extrem schlechte Ökobilanz. Die negativen ökologischen Auswirkungen erstrecken sich dabei über den gesamten Lebenszyklus eines Kühlschmierstoffs, der mit der Gewinnung und Herstellung der notwendigen Komponenten wie fossiler Mineralöle und synthetischer Chemikalien beginnt. Diese werden unter Einsatz von Pumpen, Heiz- und Kühlaggregaten für den Bearbeitungsprozess aufbereitet. Hat der Kühlschmierstoff seinen Zweck erfüllt, wird er in der Regel unter Freisetzung von Schadstoffen wie Stickoxiden, Schwefeldioxid, Fluorwasserstoff oder Chlorwasserstoff verbrannt.
Weniger ist mehr
Durch die Minimierung von Kühlschmierstoffen oder sogar den Verzicht darauf können Fertigungsprozesse also wesentlich nachhaltiger gestaltet werden. In Zeiten zunehmenden Umweltbewusstseins von Verbraucherinnen und Verbrauchern haben nicht zuletzt vorausschauende und verantwortungsbewusste Unternehmen hierin einen Wettbewerbsvorteil erkannt. Daher ist in den letzten Jahren ein Trend hin zu Trockenbearbeitungsprozessen sowie zu Zwischenschritten wie dem Einsatz von Minimalmengenschmierung, kurz MMS, zu beobachten. Letzterer wird bereits bei weit verbreiteten Verfahren wie Fräsen und Drehen erfolgreich eingesetzt. Die MMS verbraucht für den gleichen Prozess nur wenige Milliliter Öl pro Stunde gegenüber den sonst hunderten oder sogar tausenden Litern von Kühlschmierstoff pro Minute. Verfahren wie das konventionelle Honen scheinen jedoch aufgrund der Prozessmerkmale nicht für die trockene oder MMS-geführte Bearbeitung geeignet zu sein. Diese wesentlichen Prozessmerkmale sind die Verwendung eines mehrschneidigen, bohrungsfüllenden Werkzeugs bei einer flächigen Abtrennung von Material über eine große Kontaktfläche zwischen Honsteinen und Werkstück.
Insbesondere das Ausspülen von abgetrenntem Material erfordert eine hohe Kühlschmierstoffzufuhr, um ein Zusetzen der Honbeläge und in der Folge einen erhöhten Werkzeugverschleiß oder Beschädigungen von Werkzeug und Werkstück zu vermeiden. Bei Verfahren wie dem Honen, bei denen der Einsatz von Kühlschmierstoffen unentbehrlich anmutet, werden deshalb zunehmend neue ökologische, meist pflanzliche Kühlschmierstoffe eingesetzt. Diese haben sowohl einen wesentlich geringeren ökologischen Fußabdruck bei der Herstellung und Entsorgung, als auch eine längere Lebensdauer als konventionelle Mittel.
Die Forschenden hoffen dazu beizutragen, in Zukunft auch die letzten latenten Treibhausgasemissionen beim Honen einzusparen.
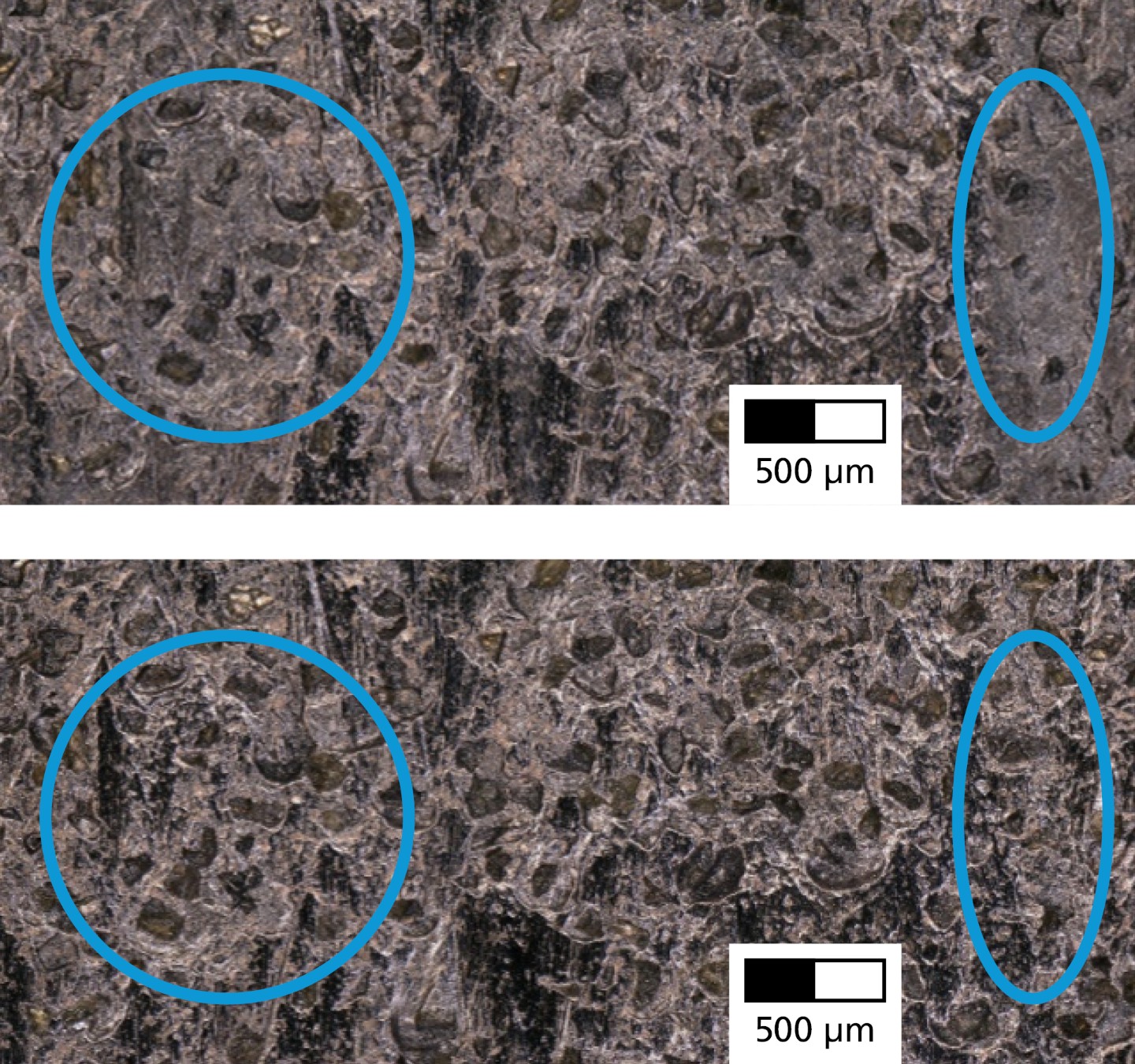
Vergleich der Honsteinoberflächen nach dem Honen in einem Durchgang; oberes Bild: ohne überlagerte Niederfrequenzschwingungen, die Kreise zeigen verstopftes Werkstückmaterial; unteres Bild: mit überlagerten Niederfrequenz-schwingungen, die Kreise zeigen kaum verstopftes Werkstückmaterial.
Auf den ersten Blick scheinen damit alle Möglichkeiten zur Reduzierung der Treibhausgasemissionen bei Prozessen wie dem Honen ausgeschöpft zu sein. Betrachtet man jedoch den bereits erwähnten vollständigen Lebenszyklus, lassen sich versteckte Potenziale finden. Vor allem der Energieaufwand für die Konditionierung des Kühlschmierstoffs, insbesondere das Aufheizen und Kühlen, ist eine oft unterschätzte Quelle von Treibhausgasemissionen. Ein durchschnittlicher Honprozess verbraucht beispielsweise 180-3000 Liter Kühlschmierstoff pro Stunde. Dieser muss mit einem durchschnittlichen Energiebedarf von 30 Kilowatt gekühlt werden. In einem Werk zur Herstellung von Zylinderlaufbuchsen, in dem Honprozesse in großem Umfang eingesetzt werden, werden beispielsweise allein durch den Energieverbrauch für die Kühlung der Kühlschmierstoffe 33,54 Tonnen CO2-Äquivalente ausgestoßen.
Beschwingtes Honen
Ein wissenschaftliches Team am IWF der TU Berlin hat nun einen komplett neuen Ansatz erdacht, um beim Dornhonen eine kühlschmierstofffreie Bearbeitung zu realisieren. Die Forschenden konnten zeigen, dass sich durch die Überlagerung von niederfrequenten Schwingungen die Zusetzung des Honbelags durch abgetrenntes Material erheblich reduzieren lässt. Wie Projektleiter André Rozek erklärt, sinken die Prozesskräfte und -momente dadurch deutlich: »Dieser Effekt ist auf eine spezifische Variation der Kraftvektoren zurückzuführen, der beim Honen auf die eingesetzten Körner wirkt. Wir gehen davon aus, dass sich dieses Prinzip auch auf weitere gängige Honprozesse übertragen lässt.« Die neue Verfahrensvariante trägt zur Lösung ökologischer Probleme bei, bringt aber auch neue Herausforderungen mit sich. Zwar setzt sich der Honbelag nicht mehr mit abgetrenntem Material zu; dafür werden aber die staubkorngroßen Späne nicht mehr im Kühlschmierstoff gebunden, welcher sie aus dem Bearbeitungsraum spült. Am IWF der TU Berlin ist daher ein neues Projekt mit zwei verschiedenen Ansätzen geplant, um neue Werkzeuge für das Trockenhonen zu entwickeln. Als erstes Konzept soll ein Honwerkzeug für den Einsatz einer MMS entwickelt werden, das ähnlich einem konventionellen Werkzeug interne Zuführkanäle besitzt, bei dem der Einsatz von Kühlschmierstoffen aber deutlich reduziert wird. Der zweite Ansatz verwendet Magnete zwischen den Honleisten, um das abgetrennte Material während des Trockenhonprozesses aufzufangen. Neben diesen konstruktiven Maßnahmen wird eine praktikable Erweiterung zur Steuerung der niederfrequenten Schwingungen implementiert. Mit der Entwicklung dieser neuen Werkzeuge hoffen die Forschenden dazu beizutragen, in Zukunft auch die letzten latenten Treibhausgasemissionen beim Honen einzusparen.