
On the Dry


Honing tool
Cutting fluids are widely used in industrial metalworking, and with good reason. Through their cooling, lubricating and flushing effects, they fulfill three important functions at once for efficient and economical machining processes. Their use reduces tool wear, improves surface finish and minimizes thermally induced defects. But there is a catch: The lubricants, often mineral oil-based liquids or oil-water emulsions, have an extremely poor eco balance. The negative ecological impacts extend over the entire life cycle of a cutting fluid, starting with the extraction and production of the necessary components such as fossil mineral oils and synthetic chemicals. These are prepared for the manufacturing process using pumps, as well as heating and cooling units. Once the cutting fluid has served its purpose, it is usually burned, releasing pollutants such as nitrogen oxides, sulfur dioxide, hydrogen fluoride, and hydrogen chloride.
Less is more
Minimizing or even eliminating the use of cutting fluids can therefore make manufacturing processes much more sustainable. In times of increasing environmental awareness among consumers, forward-looking and responsible companies have recognized this as a competitive advantage. In recent years, there has been a trend toward dry machining processes and intermediate steps such as the use of minimum quantity lubrication, or MQL for short. The latter is already being used successfully in widespread processes such as milling and turning. MQL consumes only a few milliliters of oil per hour for the same process compared to the hundreds or even thousands of liters of cutting fluid per minute that would otherwise be used.
The researchers hope to help save even the last latent greenhouse gas emissions from honing in the future.
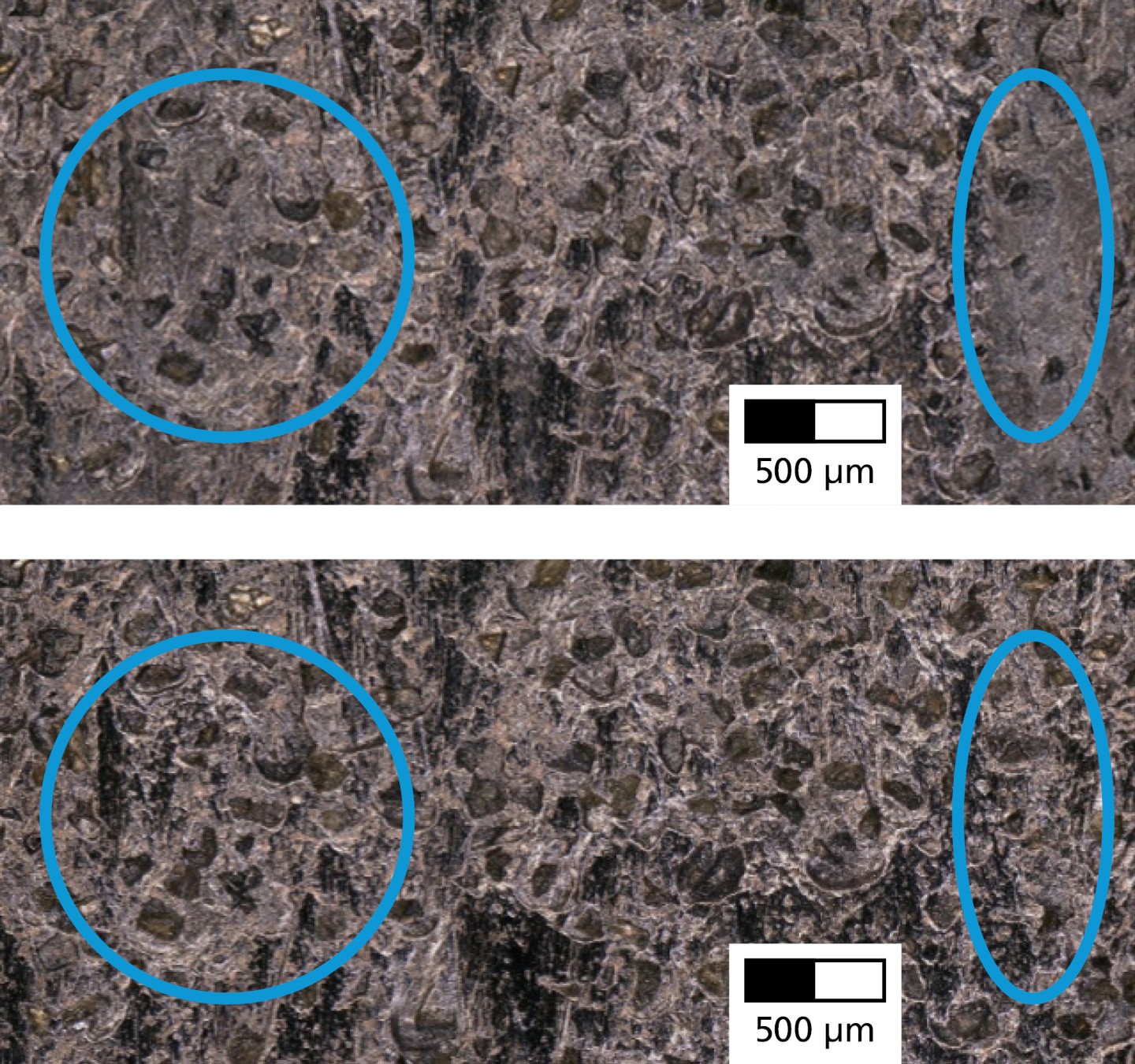
Comparison of honing stone surfaces after honing in one pass; upper image: Without superimposed low-frequency vibrations, the circles show clogged-work workpiece material. lower image: With superimposed low-frequency vibrations, the circles show hardly any clogged workpiece material.
However, processes such as conventional honing do not appear to be suitable for dry or MQL-guided machining due to the process characteristics. These key process features are the use of a multi-bladed, bore-filling tool with a two-dimensional separation of material over a large contact area between the honing stones and the workpiece. In particular, flushing out the separated material requires a lot of cutting fluid in order to avoid clogging of the honing stones and subsequent increased tool wear or damage to the tool and workpiece. In processes such as honing, where the use of cutting fluids appears to be indispensable, new ecological, mostly vegetable-based cutting fluids are therefore increasingly being utilized. These have both a much smaller ecological footprint during production and disposal, and a longer service life than conventional agents. At first glance, this would seem to exhaust all possibilities for reducing greenhouse gas emissions in processes such as honing. However, if one considers the complete life cycle already mentioned, hidden potentials can be found. In particular, the energy required for conditioning the cutting fluid, especially heating and cooling, is an often underestimated source of greenhouse gas emissions. For example, an average honing process consumes 180 – 3,000 liters of cutting fluid per hour, which must be cooled with an average energy requirement of 30 kilowatts. In a cylinder liner manufacturing plant where honing processes are used on a large scale, for example, 33.54 tons of CO2 equivalents are emitted as a result of the energy consumption for cooling the cutting fluids alone.
Rethinking honing
A scientific team at the Institute for Machine Tools and Factory Management of the Technical University of Berlin (IWF TU Berlin) has now devised a completely new approach to realize cutting fluid-free machining during mandrel honing. The researchers were able to show that by superimposing low-frequency vibrations, the clogging of the honing layer by separated material can be significantly reduced. As project manager André Rozek explains, this lowers the process forces and torques by a lot: »This effect is due to a specific variation in the force vectors acting on the grains used during honing. We assume that this principle can also be transferred to other common honing processes.« The new process variant helps to solve ecological problems, but it also brings new challenges. Although the honing layer is no longer clogged by separated material, the dust-grain-sized chips are no longer bound in the cutting fluid, which flushes them out of the machining area. A new project with two different approaches is therefore planned at IWF TU Berlin to develop new tools for dry honing. The first concept is to develop a honing tool for use with MQL that has internal feed channels similar to a conventional tool, but in which the usage of cutting fluids is significantly reduced. The second approach employs magnets between the honing bars to collect the separated material during the dry honing process. In addition to these design measures, a viable extension is being implemented to control the low-frequency vibrations. By developing these new tools, the researchers hope to help save even the last latent greenhouse gas emissions from honing in the future.