
Right to the Point

Bernfried Fleiner at the exeron site in Oberndorf, Baden-Württemberg
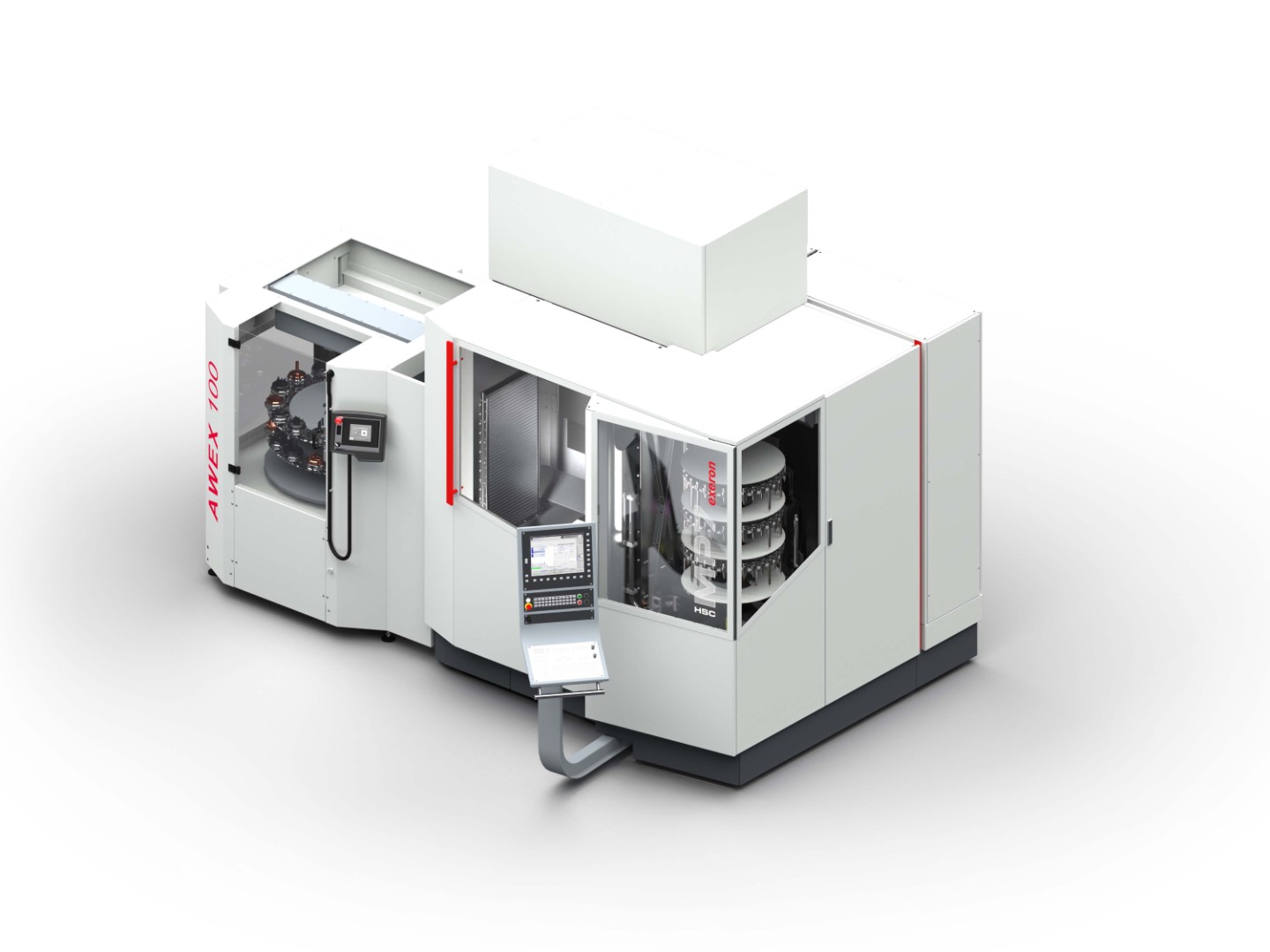
exeron Milling machine HSC MP7 with workpiece and electrode handling AWEX 100

Professor Julian Polte at the HSC 600
FUTUR: Mr. Fleiner, exeron machines stand for the highest manufacturing precision with high process reliability. What motivates this demand for quality?
Fleiner:
Our overriding goal is to help shape an economy that, like nature, functions according to a cycle principle. The contribution we can make as a machine tool manufacturer is to enable »first time right« in every manufacturing process. In other words, our machines should produce a correct product right from the start. That is a high goal, and we want it for two reasons. Firstly, because of resource efficiency: We reduce scrap and thus minimize energy and material consumption. In addition, we achieve machine longevity by reducing wear. This massively reduces the ecological footprint of production. Second, it improves employee health. If a part is produced incorrectly, trouble ensues, which causes stress – with enormous effects on the people in production and thus on the productivity of a company. If employees can approach manufacturing processes with composure because they know the machine will work as planned, that's a powerful tool for keeping the staff healthy.
FUTUR: Professor Polte, why does a machine tool have to work with maximum precision to enable zero waste?
Polte:
Demands on component accuracy have increased enormously for many workpieces. A few years ago, the technological spearhead was a few micrometers of accuracy. Today, many can do that, and at the same time, more and more components have very high precision requirements. This is not least due to the fact that components are constantly becoming smaller and more compact, and power density is increasing. Plus: More and more machines are being set up in non-specified environmental conditions, yet, the highest demands are being placed on accuracy and reliability. Therefore the market demands innovations in the area of component quality, but also in the accuracy and reliability of machine tools.
Fleiner:
The extent to which requirements for workpiece accuracy have increased is also mirrored in the fact that we now conduct systematic product acceptance processes with dedicated acceptance workpieces. These workpieces are always manufactured in the same way for each machine acceptance procedure to see how reliably a process is running. We did not do anything like that in the past, but today it is a matter of course. And it always provides us with new data on process reliability that flows into further development.
FUTUR: Mr. Fleiner, in retrospect, what would you consider a milestone in the development of exeron machines where components have decisively improved accuracy and component quality?
Fleiner:
With our cool-base concept, we address internal and external heat sources simultaneously. In doing so, we use fast heat transfer into the applied cooling medium and a braked heat transfer from external interference sources. From a cooling logic point of view, we rely on complementary systems: a power cooling circuit as a basis, a precision cooling circuit and, in selected areas, a maximum precision cooling circuit with a maximum deviation of ± 0.1 Kelvin. Our high-precision measurement technology is then built on this basis, enabling output data for discrete volumetric and rotational compensation mechanisms where necessary. In addition, our decision to form a coherent logical bridge between the acceptance criteria according to DIN ISO 230 via the milling strategy and milling tool-neutral 5-axis measurement to the already mentioned acceptance workpiece was an important step in customer communication. We presented the concept at the Berliner Runde 2019 at the PTZ.

View into the tool magazine of the HSC 600 in the PTZ test area
FUTUR: And what topics are driving the next development steps in machine tools?
Polte:
If we look at the machine tool as it is today and as it might have to look tomorrow, we see numerous aspects that have to be considered. In my opinion, two are standing out in particular: In the past, highly qualified personnel were needed to operate it, and there are fewer and fewer of them available. So, with improvements in operability, we are meeting the challenges of demographic change and a shortage of skilled workers. In addition, we had to painfully learn over the last two years how important the issue of resilience is. The question is: What can a machine tool do to improve the resilience of production companies – and how can a machine manufacturer enable enterprises to become more resilient?
FUTUR: Then let's take a look at these topics. What can a machine tool manufacturer do to counter the shortage of skilled workers? For example, how can you deal with the situation when there are no people with specialized training to operate a machine, and yet high precision and repeatability must be achieved?
Fleiner:
We already started automating our machine tools a good while ago. This takes normal operating tasks off of skilled personnel and allows them to take care of processes for which a skilled person is indispensable. In addition, our user interfaces enable comparatively fast learning – which makes it easy to become familiar with new machines or new processes.
Polte:
I find exeron's approach to the first point fascinating. The company produces mini manufacturing cells in which, for example, the workpiece changing unit is symbiotically integrated into the machine tool. This is particularly interesting for SMEs that do not have fully automated process chains, but still want to automate processes on an individual machine to some extent.
FUTUR: Could you please explain what this means?
Fleiner:
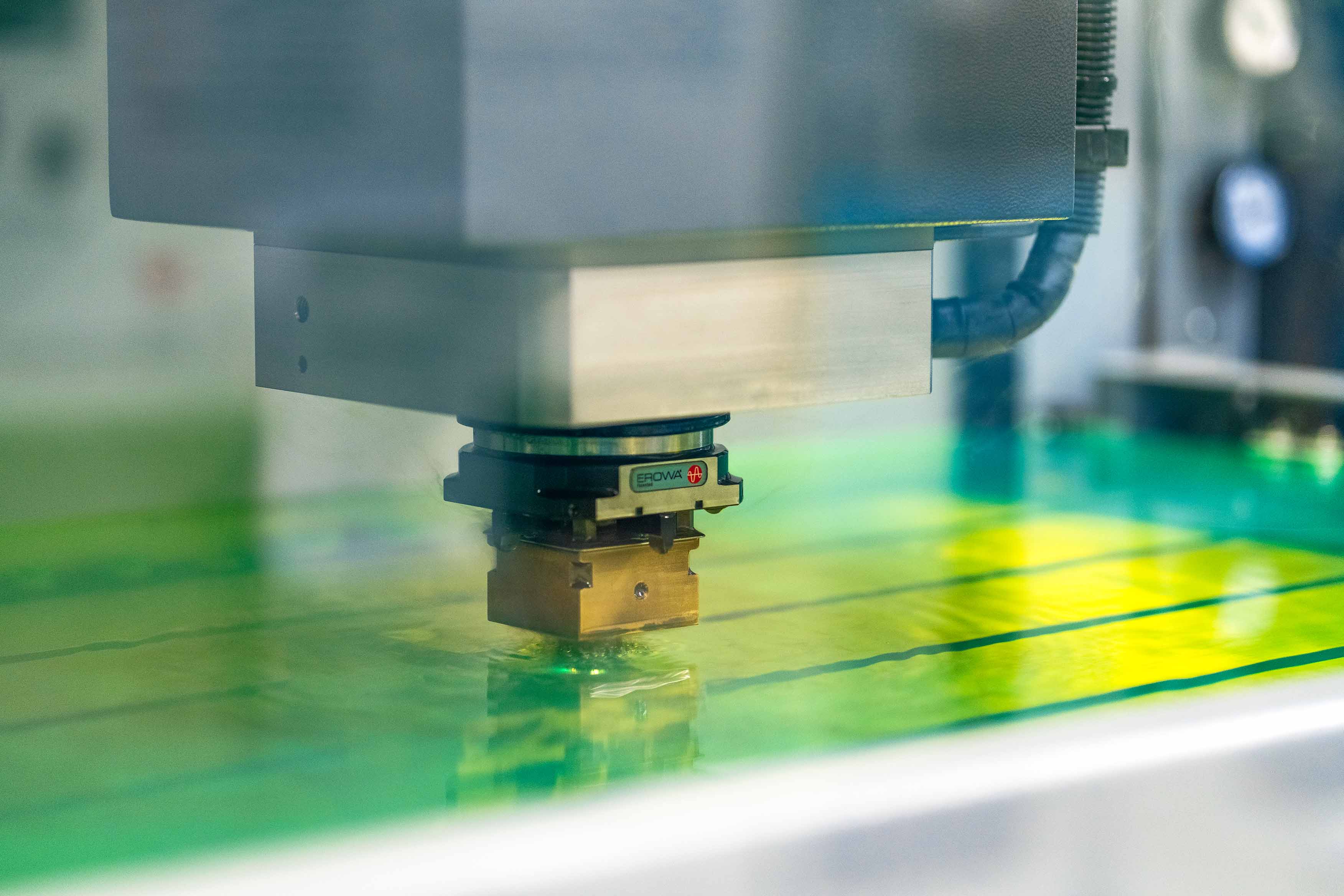
Well, most customers who purchase such a system from us used to have someone standing at the machine all the way through, routing the production orders. Now, in the most extreme expansion stage, they have a job management system that keeps track of the entire process. Raw material goes into this process and is first checked for completeness and measured to see, if it fits together. Then an electrode is produced on a milling machine, followed by erosion on an EDM machine. And if, for example, a milling cutter breaks during electrode production, the system reacts flexibly. Ideally, the process runs autonomously to an extent that loading takes place on Friday evening, the process is finished on Monday, and no intervention is required in between. This way, I can make a relatively large amount of production available with comparatively few people. In the popular sense, it is like »sowing on Friday and reaping on Monday«.
Polte:
So if you were called a machine manufacturer, your service would be inadequately described. Your claim is rather to offer holistic solutions to customer problems.
Fleiner:
Yes, and there is hardly any other way, because reproducibly producing high-precision components requires the machine manufacturer to be accessible to the user. Apart from that, we also have to give our customers a helping hand, because it takes some re-learning to deal with more automated processes – starting from the fact that the distance to the process is greater.
Polte:
Of course, this is a nice template for us, because at Fraunhofer IPK we are working on the next level of service, so to speak. We want to use context-sensitive assistance to enable machine tools to provide operators with the best possible support for various processes. The operators are guided through the process with edge devices such as tablets, smartphones or smartwatches depending on their experience level. These may be manufacturing processes, such as support with workpiece setup or preparation processes in the area of component programming, but of course also service and repair.
Fleiner:
This is definitely a topic where it makes sense for a medium-sized company like us to make use of research support. Because if I want to assist the operator, for example, in intervening in a process that is not running smoothly, I first have to analyze: What is the status of this process? And I must be able to recognize warning signals. Sensors in the machine and the recording of status data via these sensors and, above all, the interpretation of this data play a major role. Starting all this from scratch is a challenge.
Polte:
Incidentally, you don't even necessarily need additional sensor technology for condition monitoring. We are also working on the question of whether such monitoring could be based entirely on internal machine data, for example by going directly to the CNC control. Research in this area focuses mainly on understanding interrelationships. How are certain signals to be interpreted and how can conclusions be drawn about the condition of a machine when combining all available signals?
EDM machine EDM 313 Hochgenau at the Application Center for Microproduction Technology – AMP
FUTUR: And where does that lead? Or, to put it another way: By what means will the machine tool of the future push the boundaries of what is possible today?
Fleiner:
If I let Prof. Polte's thoughts sink in for a moment, I would say: We will use intelligent software solutions to reduce the entry barriers for operating machines that guarantee high process reliability and very high manufacturing accuracy for an even wider range of people. In addition to sensors, intelligent measurement technology will also play a role, and human-machine interaction will continue to improve.
Polte:
And it will not stop there. Current research projects are already focusing on cognitive production processes. The idea is that resources involved in production – machines, transport vehicles, and so on – can independently perceive their status and, for example, make themselves available for orders or request maintenance. With the EMOTION® lighthouse project, we even want to go one step further and create empathic production systems – in other words, system networks in which the resources involved can recognize that another resource in the process is under- or overstretched and respond accordingly. We are convinced that the success of production depends on the efficiency with which the stakeholders within a manufacturing system work together. And to get there, it is essential to go to the machine level and enable a machine tool to actively cooperate in such a context. And this brings us to the topic of resilience: If technical resources actively react to unforeseen situations, they help to increase the resilience of a manufacturing system.
Cooperation between Exeron and Fraunhofer IPK
exeron aims to ensure reproducible component quality at the highest quality level with guaranteed machine availability. With its vibration-decoupled foundations and climate stability, Fraunhofer IPK's Application Center for Microproduction Technology – AMP offers excellent conditions for the further development of such properties. Furthermore, exeron has found a partner in Fraunhofer IPK that is attuned to the company's challenges and implements suitable solutions in a targeted manner to efficiently cover peaks in development requirements. By now, three exeron machines are in use at Fraunhofer IPK:
- a milling machine HSC MP7/5, which is used for development work in tool and mold making, energy and medical technology, the watchmaking industry, and the mobility sector
- an EDM 313 high-precision EDM machine, for joint developments to optimize processes and increase efficiency
- an HSC 600 milling machine in the »dip« application lab, for research work on small-batch production of customizable fuel cells for niche markets as well as empathic production systems in the EMOTION® lighthouse project
Bernfried Fleiner
is Managing Director of exeron GmbH. exeron manufactures machine tools for high-end EDM and high-speed milling, which are precisely tailored to the user’s needs. As one of two managing directors, Mr. Fleiner is responsible for innovations and services at exeron. At PTK 2023, held on September 14 and 15 at the Production Technology Center Berlin, he will give a presentation on the »Zero Defect Approach as a Contribution to Sustainability«.
Prof. Dr.-Ing. Julian Polte

holds the chair of Machines and Technologies for Additive Precision Manufacturing of Metallic Components at the Technische Universität Berlin and is head of the Manufacturing Technologies as well as Production Machines and System Management departments at Fraunhofer IPK. With his teams at both institutes, he is working to make machine tools and manufacturing processes more efficient, precise and sustainable.